金相制样指南
作者:发布时间 : 2019-11-17 类型:权威检测标签: 认证证书Discotom切割机
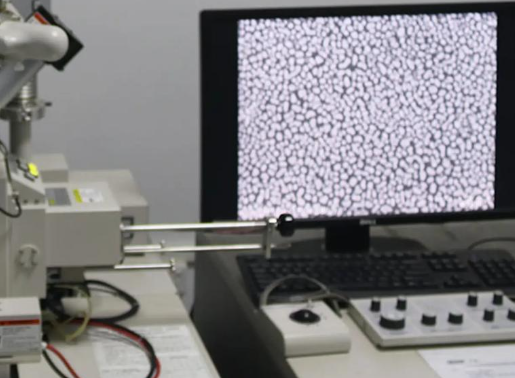
得到一个尽可能无变形的平表面才能迅速而容易地进行下一步制样,最合适的切割法是湿式砂轮片切割法,这种方法所造成的损伤与所用的时间相比是最小的。湿式砂轮片切割使用的砂轮片是由研磨料和粘合剂合成的。工作时,冷却液冲刷砂轮片以避免摩擦热对样品造成的热损伤。

砂轮片的选择
按照所需切割的材料不同,选择不同组份的砂轮片,主要依材料的硬度和韧性来选择。按照材料的性质来正确选择砂轮片是十分重要的。只有砂轮片合适,才能保证切割的样品表面变形小、平整度好,以便快速地得到所需的制样结果。
镶嵌样品
金相样品镶嵌(以下简称镶样),是指在试样尺寸较小或者形状不规则导致研磨抛光苦难而进行的镶嵌或夹持来使试样抛磨方便,提高工作效率及实验的准确性的工艺方法。镶样一般分为冷镶和热镶。
冷镶

冷镶示意图
冷镶应用:对温度及压力极敏感的材料,以及微裂纹的试样,应采用冷镶的方式,将不会引起试样组织的变化。
冷镶材料:一般包括环氧树脂、丙烯酸树脂、聚脂树脂。
环氧树脂:收缩率低,固化时间长;边缘保护好,用于真空浸渍,适用于多孔性材料;
丙烯酸树脂:黄色或白色,固化时间短,适用于大批量形状不规则的试样镶样;对有裂纹或孔隙的试样有较好的渗透性;特别适用于印刷电路板封装;
聚酯树脂:黄色、透明、固化时间较长;适用于大批量无孔隙的试样制样,适用期长;

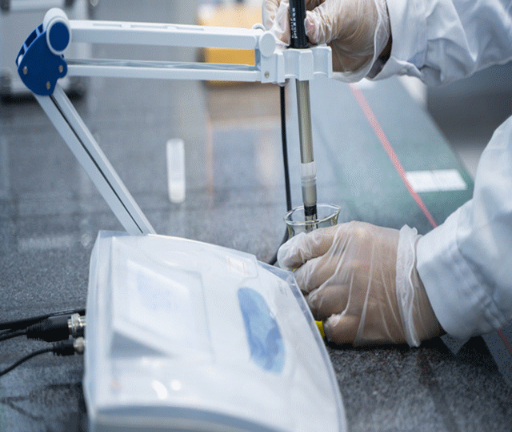
CitoVac真空浸渍设备
真空浸渍:多孔材料(如陶瓷或热喷涂层)需要进行真空浸渍。树脂可强化这些脆弱的材料,可以最大程度地减少制备缺陷(如拔出、裂纹或未打开的孔隙)。只有环氧树脂可用于真空浸渍,因为它们具有低粘度和低蒸汽压特性。可将荧光染料与环氧树脂混合使用,以便于在荧光灯下找出一切填充过的孔隙。

冷镶试样
热镶

热镶示意图
热镶应用:适用于低温及压力不大的情况下不发生变形的样品。
热镶材料:目前一般多采用塑料作为镶嵌材料。镶嵌材料有热凝性塑料(如胶木粉)、热塑性塑料(如聚氯乙烯)、冷凝性塑料(环氧树脂加固化剂)及医用牙托粉加牙托水等。胶木粉不透明,有各种颜色,而且比较硬,试样不易倒角,但抗强酸强碱的耐腐蚀性能比较差。聚氯乙烯为半透明或透明的,抗酸碱的耐腐蚀性能好,但较软。

CitoPress镶样机
镶样

热镶试样
镶样缺陷及解决方法

机械制样
研磨
粗磨
一般材料都用砂轮机粗磨。操作时应利用砂轮侧面,以保证试样磨平。要注意接触压力不宜过大同时要不断用水冷却,防止温度升高造成内部的组织发生变化。粗磨完成后,试样外边缘应倒角,以免在以后的工序过程中会将砂纸或抛光物拉裂,甚至还可能会被抛光物钩住而被抛飞出外,造成事故。

镶样倒角
精磨
细磨的目的是消除粗磨遗留下来的深而粗的磨痕,为抛光做准备。细磨本身包括多道操作,即在各号砂纸上从粗到细顺序进行。目前,主流的精磨方式为湿式机械精磨,细精磨时一般依次从W40号开始,逐一更换细一号的砂纸推磨,一般钢铁试样磨到W10号砂纸,软材料如铝、镁等合金可磨到W5号砂纸。每换下一号细砂纸时,应将磨面方向应旋转90°,以便观察上次磨痕是否磨掉。 在细磨较软的金相试样时,如铝、镁、铜等有色金属是应该在砂纸上涂一层润滑剂,可防止砂粒嵌入软金属材料内,同时减少表面撕损现象。
抛光

LaboSystem研磨和抛光设备
抛光的目的是除去金相试样磨面上由细磨留下的磨痕,成为平整无疵的镜面。抛光结果在很大程度上取决于前几道工序的质量,故抛光之前应仔细检查磨面磨痕是否为单一方向且均匀,否则应重新磨光,以免白费时间。
抛光通常在专用的金相样品抛光机上洒以适量的抛光液后进行,转速一般在200~600r/min,粗抛时转速较高,精抛或抛软材料时转速较低。在抛光盘上蒙一层织物,粗抛时常用帆布、粗呢等,精抛时常用绒布、细呢金丝绒与丝绸等。

抛光耗材
抛光注意事项:
抛光时将试样的磨面应均匀地、平正地压在旋转的抛光盘上。压力不宜过大,并从边缘到中心不断地作径向往复移动。
抛光过程中要不断喷洒适量的抛光液。若抛光布上地光液太多,会使钢中夹杂物及铸铁中的石墨脱落,抛光面质量不佳;若抛光液太少,将使抛光面变得晦暗而有黑斑。
后期应使试样在抛光盘上各方向转动,以防止钢中夹杂物产生拖尾现象。
尽量减少抛光面表层金属变形的可能性,整个抛光时间不宜过长,磨痕全部消除,出现镜面后,抛光即可停止。试样用水冲洗或用酒精洗干净后就可转入浸湿或直接在显微镜下观察。
研磨抛光常见缺陷及应对措施
1、划痕 划痕即是样品表面上的线性凹槽,是由研磨粒子造成的。

金刚砂抛光之后,残存非常深的垂直刮痕。放大:200x
应对措施:
确定在粗磨后,试样座上所有样品的表面都均匀地布满同样的 磨痕花样;
必要时重新进行粗磨;
每一道步聚后均应仔细清洁样品和试样座,以去掉前一道工序中的大研磨粒子对磨/抛用具的干扰;
如果在现行的抛光工序后仍有前面工序留下的磨痕,请先增加 25~50%的制样时间。
2、褶皱 样品较大区域发生的塑性变形称为褶皱,当不恰当地使用研磨料、润滑剂或抛光布时,或者它们的搭配不合适,都将使研磨料象钝刀一样作用在作品表面,推挤表面,致使出现皱褶。

易延展软钢上的褶皱。放大:15x,DIC
应对措施:
润滑剂:检查润滑剂的用量。润滑剂量太少时常发生推挤,必要时应加大润滑剂用量。
抛光布:由于抛光布的高回复性,研磨料会被深深压入抛光布的底部而无法起到研磨作用。请参照61页上的表来更换回复性差的抛光布。
研磨料:金刚石的颗粒尺寸可能太小,致使无法压入样品进行研磨。请使用大颗粒研磨料。 3、伪色 伪色就是对样品表面的非正常着色,主要的原因是由于接触了外来物质。

由于树脂与样品之间的间隙引起的试样染色。放大:20x
应对措施:
镶样时避免在样品和树脂间有留下缝隙
各道制样工序后立即清洗并干燥样品。
在氧化物抛光的最后10秒里,用凉水冲洗抛光布,使样品和抛光布同时得到清洗,最终抛光后避免使用压缩空气干燥样品,因为压缩空气含有油或水。
保存样品时,不能将样品置于空气中,因为湿气可能浸蚀样品。应该将样品保存在干燥皿中。
4、变形 塑性变形(也可称为冷加工)可能导致在研磨、精研或抛光之后存在表面下缺陷。可在蚀刻之后首先看到残余的塑性变形。

短变形线,限于单个颗粒。放大:100x DIC
应对措施: 变形是一种浸蚀后即刻显现的假象(化学、物理或光浸蚀)。
如果在明场下观察未浸蚀样品时仍可见到怀疑是变形线的形貌,请首先参看“划痕”这一节看看如何改进制样方法。
5、边缘磨圆 当使用回复性高的抛光布时,有时会同时研磨样品的表面和侧面,这种效应称为边缘磨圆。果树脂的磨损速率大于样品,则会出现这种现象。