金属材料气孔缺陷检测
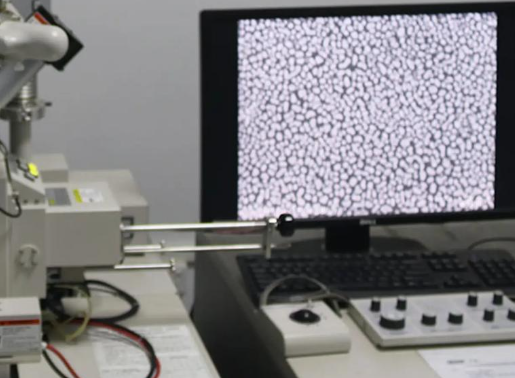
作者:发布时间 : 2024-12-02 类型:权威检测标签: 认证证书气孔也称气眼,是铸件生产中最常见的缺陷之一。产生于铸件内部、表面或近表面,呈大小不等的圆形、长形及不规则形,有单个的,也有聚集成片的,孔壁光滑,颜色为白色,有时覆一层氧化皮。在长期实践中我们根据形状与生成原因不同一般称之为气孔、气泡、针孔、气疏松和气缩孔。
铸件缺陷种类繁多,产生缺陷的原因也十分复杂。它不仅与铸型工艺有关,而且还与铸造合金的性制、合金的熔炼、造型材料的性能等一系列因素有关。因此,分析铸件缺陷产生的原因时,要从具体情况出发,根据缺陷的特征、位置、采用的工艺和所用型砂等因素,进行综合分析,然后采取相应的技术措施,防止和消除缺陷。而气孔是铸件中最常见的缺陷之一,解决好铸件的气孔问题对于铸件质量的提高有很大的意义。
铸型中气体来源
(1)行腔和型砂孔隙中原有的空气受热膨胀,通常在铸铁浇注温度下体积也要增加四五倍;
(2)铸型尤其是湿型存在较多的水分,在金属液的热作用下水分汽化和迁移,水由液态转变成1360度的过热蒸汽时体积膨胀达7000多倍;
(3)粘结剂,附加物和杂质中有机物质受热,分解与燃烧,产生大量气体;
(4)无机物受热分解等也会产生许多气体。此外,随着金属—铸型界面作用进行的还会有由化学反应产生的气体;金属凝固时也将放出气体。

气孔的分类及形成机理
1.析出性气孔:液态金属在冷却凝固过程中,因气体溶解度下降,析出的气体来不及逸出而产生的气孔称为析出性气孔。这类气孔主要是氢气孔和氮气孔。
析出性气孔通常分布在铸件的整个断面或冒口、热节等温度较高的区域。当金属含气量较少时,呈裂纹多角形状;而含气量较多时,气孔较大,呈团球形。
防止和消除析出性气体的方法:控制金属液的含气量,熔炼金属时,要尽量减少气体元素溶入金属液中,主要取决于所用原材料,合理的熔炼操作和合适的熔炼设备。
2.侵入性气孔
将液态金属浇入砂型时,砂型或砂芯在金属液的高温作用下会产生大量气体,随着温度的升高和气体量的增加,金属-铸型界面处气体的压力不断增大。当界面上局部气体的压力高于外界阻力时,气体就会侵入液态金属,在型壁上形成气泡。气泡形成后将脱离型壁,浮入型腔液态金属中。当气泡来不及上浮逸出时,就会在金属中形成侵入性气孔。
防止侵入性气体的措施:防止侵入性气孔应主要从减小P气,增加气体进入金属业的阻力和使气泡容易从金属液中浮出等方面入手。
3.反应性气体
反应性气孔的成因尚无统一的说法,目前有氢,氮及CO引起的针孔的学说。
呋喃树脂热分解产生的热皮下气孔及防止:
产生:金属液浇入型腔以后,型壁受热,致使呋喃树脂分解产生原子态的氮,氢量多分压力高,N,H气体混入铸件表面,凝固后即产生热皮下气孔。
防止措施:呋喃树脂粘结剂铸型,对浇注温度很敏感,小于1350度不会出现热皮下气孔,型腔各部分受热程度不同也会在热区产生热皮下气孔,所以浇注系统应将金属液分散引入型腔,使其热场均匀,缩短充型金属液流动距离,不使型腔局部受热过剧而使呋喃树脂分解。